



تقنية صب الحقن تُستخدم لإنتاج قطع بلاستيكية عالية الدقة والجودة عبر حقن البوليمر المنصهر داخل قوالب معدنية مُحكمة.
صب الحقن
تُعَدّ تقنية صبّ الحقن من أكثر طرق تصنيع البلاستيك تطورًا ودقة، حيث تعتمد على تسخين البوليمرات الحرارية حتى تتحوّل إلى مادة منصهرة قابلة للتدفق، ثم تُحقن تحت ضغط عالٍ داخل قوالب معدنية مُصمَّمة بإتقان لإنتاج قطعٍ بلاستيكية متينة وذات تفاصيل دقيقة.
تُستخدم هذه التقنية في تصنيع مكوّنات صناعية معقدة لمختلف القطاعات مثل الأجهزة المنزلية، والسيارات، والمعدات الطبية. بفضل دقّتها العالية وكفاءتها في الإنتاج، تُعتبر عملية صبّ الحقن الخيار الأمثل لتحقيق جودة متكرّرة وتكلفة إنتاج منخفضة.
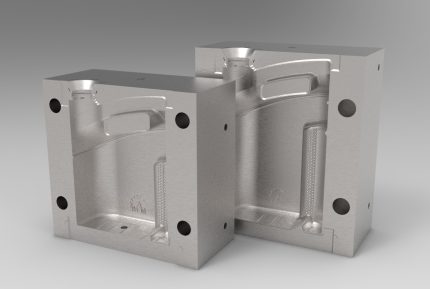
قالب الحقن البلاستيكي
تُعَدّ عملية قالب الحقن (Injection Molding) من أهمّ عمليات تصنيع البلاستيك، حيث يتمّ تسخين البوليمر الحراري (الترموبلاستيك) إلى درجة حرارة أعلى من نقطة انصهاره، ليتحوّل من حالة صلبة إلى حالة سائلة ذات لزوجة منخفضة نسبيًا.
بعد ذلك، يُحقن هذا المصهور ميكانيكيًا تحت ضغطٍ عالٍ داخل قالبٍ مُصمَّم على شكل المنتج النهائي المطلوب. تُعدّ هذه الطريقة مثالية لإنتاج القطع البلاستيكية ذات الأشكال المعقدة والأبعاد المتنوعة بدقّة وجودة عالية.
مراحل عملية قالب الحقن
تتكوّن عملية قالب الحقن من عدّة مراحل أساسية تشمل:
-
تحضير مصدر المواد القابلة للتدفق تحت الضغط، ومصدر السائل المضغوط.
-
تجهيز مجموعة القالب القابلة للتفعيل من الوضع المفتوح إلى الوضع المغلق.
تتضمّن مجموعة القالب جزأين رئيسيين يُشكّلان تجويفًا محكم الإغلاق، بالإضافة إلى نواة قابلة للنفخ مُثبتة في الجزء الأول من القالب.
يتمّ نقل السائل المضغوط من مصدره إلى النواة القابلة للنفخ، وكذلك تمرّ المواد القابلة للتدفق من مصدرها إلى داخل التجويف.
يُدخَل السائل المضغوط بضغطٍ أوّلي إلى النواة لتكوين نواة منتفخة تُحدّد حدود التجويف الداخلي، ثم تُحقَن المادة البلاستيكية المنصهرة في المساحة بين النواة والجدران الداخلية للقالب بضغطٍ أقلّ من الضغط الأوّل.
بعد أن تتصلّب المادة داخل القالب، يُفرّغ السائل المضغوط من النواة، يُفتح القالب، وتُزال القطعة الصلبة النهائية من مجموعة القالب.